I've never built a post-and-rung chair before, and I'm amazed at how slowly I progress when I'm trying to simultaneously work wood, make jigs, plan the next step, and visualize the final product. Maybe this is just a fancy way to say that I'm way behind schedule on this project.
However, there may be more to it than that. Each of us has our own way of working, and even when we are following a set of plans or copying someone else's jigs, we are constantly asking "Does this work for me?" Or, "Is this like something I've completed (successfully) in the past?" I'm constantly wondering "If I'm going to do this 20 more times, is this the best method?"

The turning of the long back posts is one example. I can fit the 43" long maple blank on my lathe, but something this long and thin presents a number of issues. I normally think cutting a blank into an octagon (as opposed to starting square) is a bit of a faff, but in this case, it seems wise. Anything that avoids placing too much stress on the blank is a good thing -- plus, you can place your palm on the spinning octagon in a way that you cannot on a square. "Should I use a steady rest?" Designed to hold long spindles in place, it requires that you start by creating a perfectly round portion in the middle of the spindle. (The answer for me was, "Yes" and I'll outline my shop made version on Sunday.)

Turning at the lathe is sure to bring out your idiosyncrasies. I like to move from my right to my left, turn at as high a speed as possible, and sand as little as possible. "How can I do that with this piece?" The steady rest was a big help, and I roughed the cylinder at 1300, defined the taper from the seat top mark (19 3/4") to the post top at 1500, and sanded at 1800. The taper went from 1 7/16" to 1" at the top. I tapered using the same method I use when tapering a table leg with a hand plane -- I start 1" from the top and take a thin pass, then 2", then 3", until I'm taking a pass along the entire taper. I repeat until I've achieved the dimensions I need.

The most important part of this piece, at least visually, is the finial atop this back leg. It punctuates the chair and defines it among the many Shaker chair-building communities. Again, on a detail like this I think, "What are the steps that will, if executed correctly, result in that form?" I'm not thinking, "How do I copy that?" For me that distinction is important and hard to explain.
I believe that forms like this come about because an artisan has a method of work that is unique to him or her. They go through a series of steps -- move the gouge here, cut this cove, taper down to the cove. I think that it is this process, as opposed to simply thinking of a design and doing whatever it takes to get there, that defines the look and proportions of what I call "vernacular" furniture -- furniture worked by hand to be placed in a working environment. Reproductions always carry the weight of a pre-conceived form, but I still think that your best results come from copying the methods, not copying just what you see. It is in some ways, a digital rather than an analog reproduction.

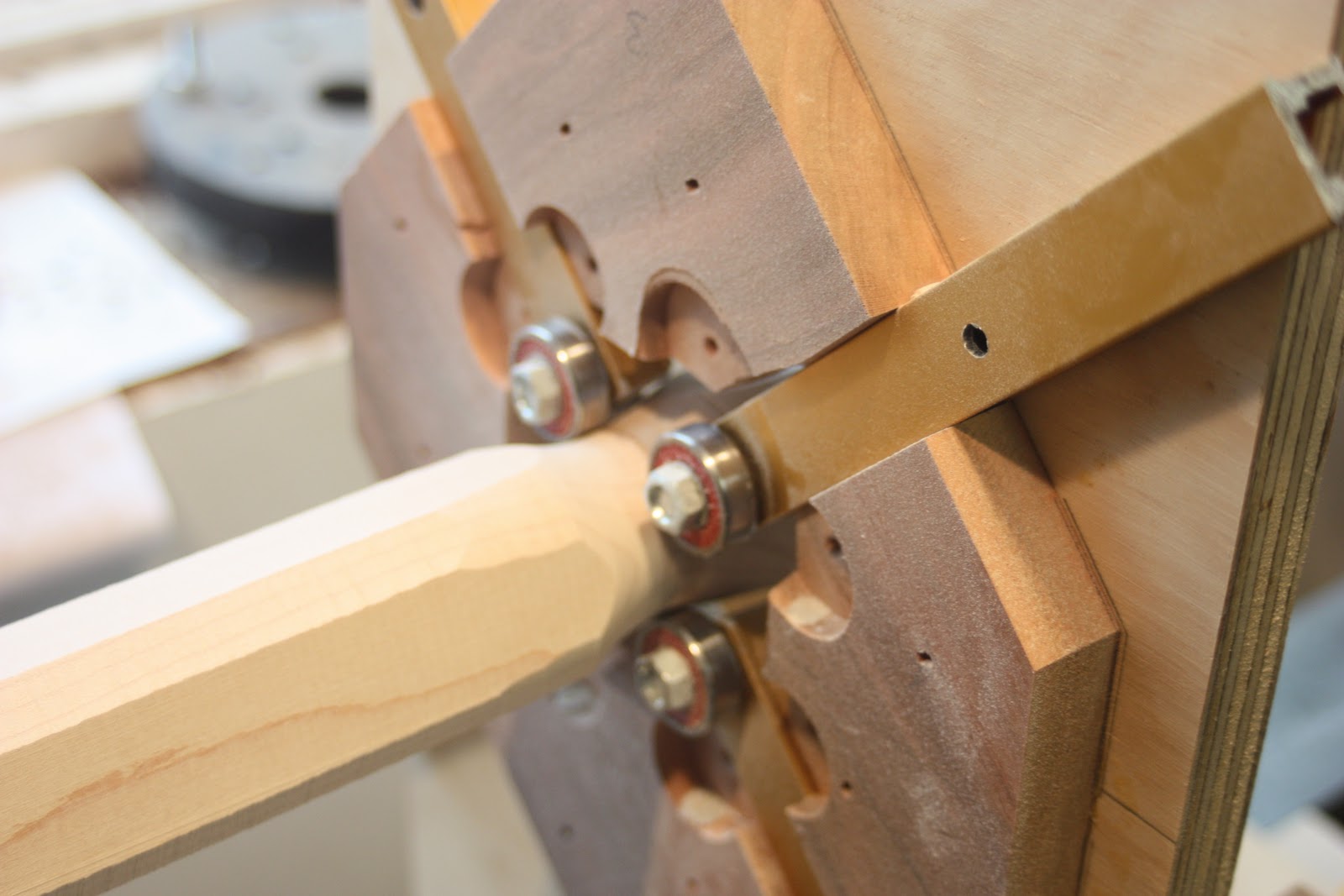
Drilling the 5/8" holes for the rungs is the next step for these posts. While still in the lathe, draw a centerline down the entire length of the leg (I'll talk about this jig on Sunday as well.) This line is not critical to center the rung holes, since the jig will do this, but it is critical to put the rung holes and the back slat holes in the same axis (more about this later.) When setting up the jig you set the tip of the Forstner bit one-half of the diameter of the post from the fence. You place the leg in the Front Rung Mortise Jig, align the center line with the Forstner bit tip, and secure the leg with a screw at the end of the sliding platform. Drill to a depth of 15/16" -- which is 1/16" more than the 7/8" tenon that will be turned on the rungs.

The front posts are much easier, as they are shorter, and proceed in a similar fashion. When working with plans, I always create story sticks. Each set of rungs are placed at different dimensions and it would be easy to get confused. Clear your head, make your marks, and double check your work before you move to the drill press. When turning the front posts, I found it helpful to turn one a few inches longer, drill one of your rung holes in this extra length, and then trim the leg to the correct dimension. You can use this drilled off-cut to check the fit of the rung tenons in the next step.
The front rungs are turned to a dimension of 15/16" and the rear to 7/8". On each of these rungs you will turn a 7/8" long by 5/8" wide tenon. The rung itself will taper from the center to each end leaving a 1/16" shoulder at the tenon. I turned to maximum dimension, then formed the tenons, then put in the taper. The taper is visual, you are not turning to a specific fit.

Turning the tenons, is a different matter. Hard maple leaves you very little room to maneuver, and as you are not tapering this tenon and placing it in a reamed mortise (like in a Windsor Chair) there is no room for error. Use your calipers, set on the 5/8" bit itself, and turn to this dimension. I don't find this to be fool-proof, so I tip-toed up to the fit, checking it on the rung hole mortise I drilled on the off cut. It was slow and tedious and I will be changing this method. Options include one of those Sorby Sizing tools (which seems fiddly),
Peter Galbert's Calipers (which I've used, and like very much) or the old open-ended wrench while using the parting tool one-handed trick. All of these would benefit from the use of a flat-edged, slightly wider, parting tool (ordered today.)
Once the tenons were turned, I enjoyed that squeaky hard-maple-on-hard-maple sound of a good, tight fit.
Next, I'll be making the steam bending jigs, cutting and shaping the back slats, and maybe even doing a bit of bending. Thanks for reading!